 new material
new material
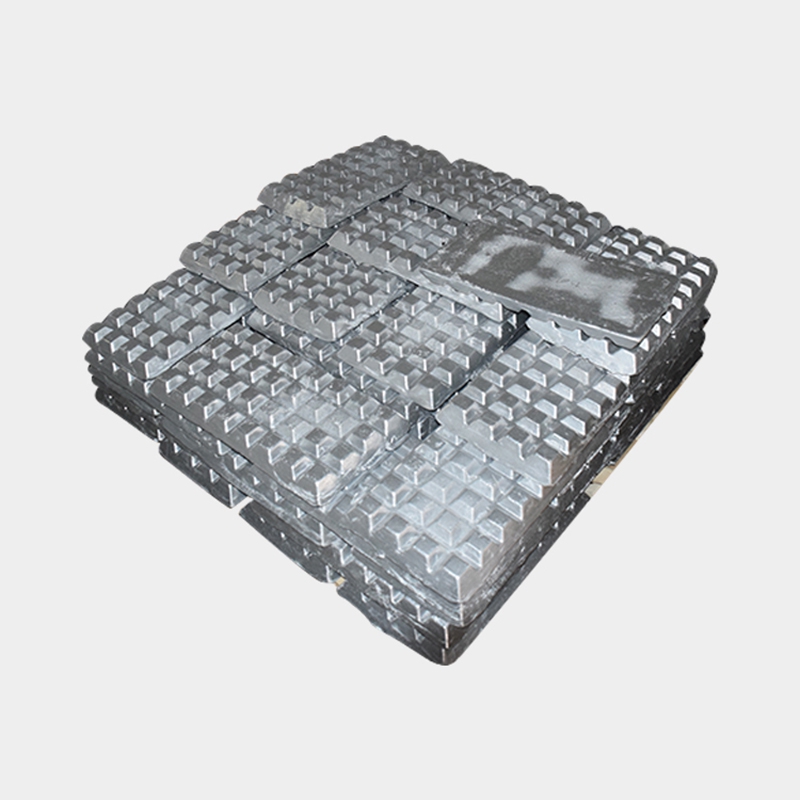
Aluminum-titanium-boron rare earth alloy (ALTi5B1Re10) is an advanced metallurgical material designed to enhance grain refinement, mechanical strength, and thermal stability in aluminum-based alloys. The incorporation of rare earth elements improves oxidation resistance, casting performance, and corrosion protection, making it ideal for aerospace applications, automotive components, precision casting, and industrial manufacturing. Its unique composition optimizes structural integrity and contributes to sustainable high-performance engineering solutions.

Product Overview
Aluminum titanium boron rare earth alloy (ALTi5B1Re10) contains 5% titanium, 1% boron, and 10% rare earth elements. It is specifically designed for grain refinement. The combined addition of titanium, boron, and rare earth elements enhances the alloy's strength, toughness, and high-temperature performance, while significantly improving its oxidation resistance and corrosion resistance. This alloy offers excellent machinability and can be customized to meet customer requirements, making it ideal for applications requiring high strength, high-temperature resistance, and superior overall performance.
Key Features
- The addition of titanium (5%), boron (1%), and rare earth elements (10%) significantly promotes grain refinement, improving the alloy’s strength and toughness.
- Enhanced high-temperature, oxidation, and corrosion resistance, suitable for high-temperature working environments.
- Excellent plasticity and machinability, adaptable to customized needs.
- High strength and excellent stability, ideal for complex working conditions.
- Capable of withstanding high-stress, high-temperature, and harsh environments while maintaining excellent performance.
Applications
- Aerospace:Used in the manufacture of high-temperature, high-pressure components for aircraft, especially suitable for extreme environmental conditions.
- Automotive Industry:Applied in automotive engine and exhaust system parts requiring high strength and high-temperature resistance.
- Metallurgical Industry:Used in metallurgical equipment and materials for high-temperature environments, ensuring long-term stability.
- Electronics Industry:As a high-performance alloy, it is used in electronic devices, providing excellent strength and durability.
- Chemical Industry:Used in chemical equipment and pipelines requiring high-temperature and corrosion resistance, extending the equipment's lifespan.

 Alloy Target Material")
 Alloy Target Material")
 Alloy Target Material")
